
 |
| Lugar de origen: | Jiangsu, China |
| Nombre de la marca: | HD Boiler |
| Certificación: | ISO9001, ASME, SGS TUV, EN |
| Número de modelo: | Jefe del múltiple de la caldera |
| Cantidad de orden mínima: | 1 sistema |
|---|---|
| Precio: | Negotiable |
| Detalles de empaquetado: | Caja de la madera contrachapada y correa del metal |
| Tiempo de entrega: | 30-60days |
| Condiciones de pago: | T/T, L/C a primera vista |
| Capacidad de la fuente: | 1000MT/MONTH |
| Tipo: | Circulación natural, piezas de la caldera | Estructura: | Tubo del agua |
|---|---|---|---|
| Uso: | Industria/central eléctrica, central eléctrica | Nombre de producto: | La caldera de vapor industrial ahorro de energía parte el jefe multíple |
| Presión: | De alta presión | Estilo: | Horizontal |
| Combustible: | Con carbón | Material: | aleación de acero o de acero, acero de carbono |
| Puerto: | SHANGAI | Combustibles: | Carbón/gas/calor con carbón/del agua |
| Alta luz: | jefe en caldera,Múltiples del jefe de la caldera |
||
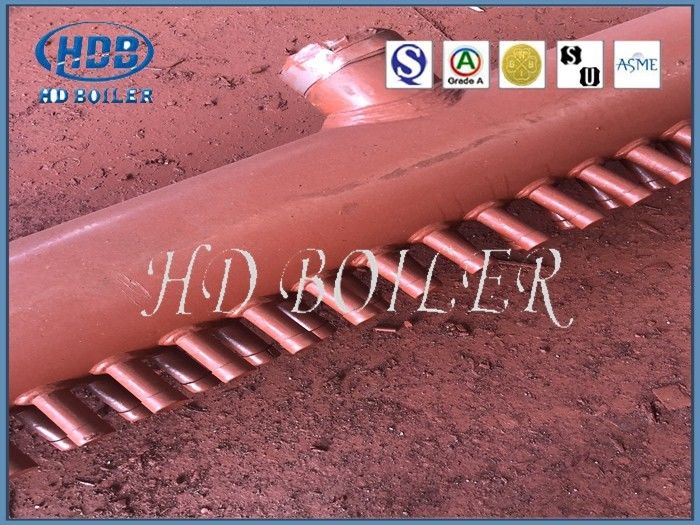
La caldera estándar de acero de carbono ASME parte el jefe multíple para la central eléctrica
Descripción de producto
Para mejorar la eficacia de la caldera, las calderas se desarrollan gradualmente en calderas tubulares para aumentar área de transferencia de calor. Las corrientes del pote del barril del pote a la caja más baja a través del tubo hacia abajo, y son distribuidas a cada paquete de tubo por el cuerpo de la caja. El agua en estos paquetes de tubo absorbe energía térmica y recoge en el cuerpo superior de la caja y después fluye continuamente nuevamente dentro del barril del pote. Llamamos los jefes superiores y más bajos del cuerpo de la caja. El jefe es una parte importante de la caldera, que se divide en jefe superior y un jefe más bajo.
La función principal está a los fluidos operantes del collar o redistribuir los fluidos operantes a otras tuberías a través de jefes. Es decir, para recoger, mezclar y distribuir los fluidos operantes, para asegurar los fluidos operantes se distribuyan y se calienten uniformemente. Un jefe más bajo, también llamó la caja de la coque-prueba, está situado a ambos lados de la rejilla y directamente de los contactos con la costura de carbón ardiente. Su función es refrescar la escoria de coquefacción sin la vinculación con la pared lateral.
Tipos
Según su ubicación, hay jefe superior y un jefe más bajo del jefe o de la entrada y jefe del mercado. Según los tipos de paquetes recogidos, pueden ser divididos en los jefes de la pared del agua, jefes del sobrecalentador, jefes del ahorrador y así sucesivamente.
![]()
Funciones
El jefe es instalaciones de una tuberías para las sustancias de trabajo de mezcla de calderas y de asegurar la calefacción uniforme de sustancias de trabajo. La pared de horno de calderas industriales se compone generalmente de filas de los tubos (paredes refrigeradas por agua), pero el tamaño de calderas es enorme, y la estructura es compleja. No puede garantizar que las sustancias de trabajo en todos los tubos absorben el mismo calor. Hay muchas diferencias en la absorción del calor en diversas piezas. La instalación de jefes puede dejar la sustancia de trabajo en cada tubo converge aquí, y distribuye al nivel siguiente de cada tubo para reducir la desviación termal para optimizar y estén mejorados la absorción del calor, flujo del fluido operante y el enfriamiento y la eficacia termal de la caldera; además, el tamaño, el número y la disposición de los tubos en las partes de la parte superior, medias y más inferiores de la caldera son diferentes. El jefe es responsable de conectar cada sección para asegurar el flujo liso de sustancias de trabajo.
Proceso de fabricación de jefes
Estructura y material
En todos los tipos o grados de calderas, la estructura del jefe es básicamente similar, sobre todo consistiendo en el barril, casquillo de extremo, las juntas de tubo grandes y pequeñas, las camisetas, los codos, los accesorios (las piezas pre-soldadas con autógena u oídos de elevación) y otras piezas. La estructura típica del jefe se muestra en el cuadro 1.
La gama del diámetro de barril del jefe en calderas de la central eléctrica es generalmente a partir 89m m a 914m m, la gama del grueso de pared es a partir 7m m a 150m m, y la longitud máxima es 23000m m. El jefe se hace del acero de carbono (tal como 20G, SA-106B, SA-106C), acero a prueba de calor poco aleado (tal como 15CrMoG, 12Cr1MoVG, WB36, SA-335P12, SA335-P22), acero a prueba de calor de la aleación media (tal como SA-335P91), y las calderas críticas ultra-estupendas utilizan SA-334P122, SA-335P92, etc. que el equipo de uso general en la fabricación del jefe incluye la máquina del surco, perforadora, taladradora, automática sumergen la máquina de la soldadura al arco para la soldadora anular del escudo de la costura, del gas del CO2, el doblador del tubo, la prensa hidráulica, el horno del tratamiento térmico y el émbolo hidráulicos
Introducción de proceso de fabricación
Los tubos de acero inconsútiles del diámetro grande se utilizan en cilindros del jefe. El corte del cilindro es realizado generalmente por la cortadora magnética de gas de la rueda. Este método es instalar un arma del corte de gas de la llama en el coche magnético de la rueda. El arma del corte de gas es fijado por adsorción por el coche magnético de la rueda en la pared del tubo para conducir el movimiento circular del arma del corte de gas. Al cortar los tubos de pared gruesa, es necesario pretaladrar un agujero de 7m m antes del corte, tal y como se muestra en del cuadro 4. Este método que corta tiene las características de la operación simple, de la velocidad rápida y del filo aseado. Antes del corte, las medidas de precalentamiento adicionales se deben tomar según el grueso de pared y el material del cilindro. Pero para el cilindro del material del grado P91, debido a su funcionamiento que corta termal pobre, la máquina grande el aserrar de banda se puede utilizar para cortar el material, tal y como se muestra en del cuadro 3.
La mayoría de los codos en jefe o tubería son codos de pared gruesa con el diamter grande. El radio de doblez es igual dos veces al diámetro de la tubería. Se adopta el proceso acuciante. Los ángulos de plegado del diámetro grande y de codos de pared gruesa son 90 dgree, 75 grados, 40 grados o 45 grados, 30 grados, entre el cual los codos de 90 grados son los más de uso general.
Al presionar codos, hay generalmente dos clases de presionar métodos: uno es que los espacios en blanco todos están hechos de los tubos de acero inconsútiles del diámetro grande, y los codos son hechos por métodos múltiples de la compresión y de la protuberancia. Se utiliza principalmente para procesar codos cortos de pared gruesa del radio. Para asegurar la elipticidad y los requisitos de reducción de codos, la cantidad que aplana de la pre-deformación se debe controlar antes de cada presionar. Finalmente, el acabamiento muere se utiliza para acabar la formación, tal y como se muestra en de fig. 5a. El otro es que el espacio en blanco está hecho de la placa de acero, que primero se presiona en dos tejas y entonces extremos semicirculares curvados soldados con autógena. La costura de la soldadura del espacio en blanco se hace de la estructura de la lleno-penetración, con la alineación de los anillos en la parte posterior antes de soldar con autógena, y el forro se despeja después de soldar con autógena. No hay secciones rectas a ambos lados de los codos. Esta clase de presionar método es conveniente para los codos finos de la pared del grueso.
Las camisetas se dividen generalmente en la forja y camisetas de la protuberancia (en adelante designado forjar y presionar camisetas), camisetas de soldadura y camisetas de perforación y de soldadura.
Forjar la camiseta es el tipo más ampliamente utilizado, que tiene las características de la pequeña resistencia del flujo. El banco de la camiseta de la forja se hace del tubo inconsútil del diámetro grande, que es formado por procesos múltiples el presionar caliente tales como abertura, pre-deformación, ensanchar, acabamiento y reducción de diámetro. La estructura de la camiseta se debe diseñar como camiseta igual del diámetro, o el diámetro del tubo de la rama es menos el que del tubo principal. Debido a la restricción del dado, la longitud del tubo principal no está sobre 1200m m, y la altura del tubo de la rama no está encima 200m m.
La camiseta soldada con autógena se utiliza solamente en el sistema de ahorrador que requiere resistencia muy pequeña del flujo.
El extremo del tubo de la rama de la camiseta soldada con autógena se trabaja a máquina en surco de la silla de montar, la superficie externa de la soldadura se pule en la transición suave, el borde interno del agujero del tubo principal se pule en la esquina redonda cuyo radio es igual o encima 8m m, y la soldadura es TA del 100% el RT+100% EL UT+100% antes y después de tratamiento térmico.
Las camisetas de perforación y de soldadura se utilizan solamente en sistema del recalentador con el grueso de pared del deluente (que se ha reducido gradualmente en el uso). Las camisetas de perforación y de soldadura se hacen de placas de acero de pared gruesa. Primero, - mitad - las tejas superiores y más bajas del círculo de camisetas se perforan hacia fuera, después los agujeros se hacen en el superior y las tejas de la mitad inferior, sellando ensanchar y el acabado se hacen para producir los tubos de la rama de camisetas. Finalmente, se empalman los títulos superiores y de la mitad inferior, y dos costuras longitudinales se pueden unir a por la soldadura al arco sumergida del hueco estrecho.
Se utiliza cualquier camiseta, el grueso de pared real de cualquier parte de la camiseta debe ser mayor que el grueso de pared mínimo teórico. La tubería de acero inconsútil o la placa de acero usada como espacio en blanco debe experimentar la inspección ultrasónica del 100%.
El agujero del tubo es trabajado a máquina por la perforadora multiaxial de la perforadora del eje de balancín o del CNC. Tiene las características de la alta eficacia de la producción, tamaño exacto de la echada del agujero del tubo, y la herramienta de perforación diseñada puede procesar el surco del agujero del tubo al mismo tiempo.
Hay generalmente dos clases de juntas de tubos en el cilindro del jefe. Uno es un tubo del diámetro grande con un diámetro encima 101.6m m, tal como junta de tubo del agujero del tubo de la mano y asiento de válvula cerca de cubierta de extremo y de costura anular. La otra es una junta de tubo de diámetro bajo con un diámetro menos de 101.6m m, que se utiliza para montar la soldadura del jefe con los paneles del tubo tales como ahorrador, sobrecalentador y recalentador. Hay un gran número de juntas de tubo de diámetro bajo con las filas cercanas soldadas con autógena en el integral del barril del jefe. Algunas son juntas de tubo cortas con longitud menos de 300m m, y algunas son juntas de tubo largas doblan en una ciertas forma y longitud PF 300-1700m m.
La junta de la junta de tubo grande silla de montar-se forma. La soldadura al arco de argón (manual y automático incluyendo) se utiliza generalmente para el parte-ajuste, la soldadura al arco del electrodo o la soldadura hermética a los gases del CO2 para la cubierta de relleno. Entre ellos, la soldadura hermética a los gases del CO2 con el alambre base flujo es una tecnología de soldadura desarrollada recientemente estos últimos años, que tiene alta eficacia de soldadura y formación hermosa de la soldadura. Su eficacia de soldadura puede estar encima dos veces el de la soldadura al arco manual.
El número de pequeñas juntas de tubo es el más grande del jefe, y la estructura es la más compleja. Debido a la conexión con la superficie de la calefacción de los paneles del tubo, y para absorber la extensión generada por la calefacción del panel del tubo, las pequeñas juntas de tubo están dobladas generalmente en cierta forma. Por lo tanto, la colocación de las pequeñas juntas de tubo será muy crítica durante la instalación y la soldadura. En primer lugar, cada fila de las juntas tubulares situadas en el extremo del jefe está montada y colocada, después se estira el extremo tubular, y la placa porosa de colocación está montada. Diez las juntas tubulares restantes están montados y soldados con autógena según los agujeros en la placa porosa de colocación, así asegurando el tamaño de la echada de todas las juntas tubulares.
![]()
El horno del tratamiento térmico del gran escala se utiliza para suministrar el jefe para el tratamiento térmico integral, que asegura para cumplir los requisitos del tratamiento térmico del jefe muy bien.
Prueba de la presión hydráulica del jefe
Temperatura del aire ambiente cuando experimentar la prueba de la presión hydráulica no es menos de 5 grados, y la temperatura del agua es más altos que el punto de condensación y la temperatura de transición frágil del material probado del objeto, pero de no más no altamente que 70 grados. El acero de carbono recomendado de la temperatura f es 21-40 grados, y el del acero de aleación es 30-50 grados. Después de la prueba de la presión hydráulica, el agua dentro del objeto se drena, después la superficie externa del objeto es secada por el aire comprimido, y entonces la parte interna del objeto es soplada por el aire comprimido para asegurarse de que no hay agua acumulada en el jefe.
Limpieza interna del jefe
Si hay los sombreros de paja, los pedazos del hierro y la otra ruina en el jefe, es muy fácil causar la explosión del tubo y otros accidentes del cierre cuando la central eléctrica está corriendo. Por lo tanto, la limpieza del jefe debe ser controlada estrictamente. Después de que los agujeros de perforación en el jefe, los sombreros de paja y las rebabas en la pared interna de los agujeros del tubo se deban limpiar por la fresa del viento interno de R, y la ruina dentro del jefe se debe limpiar a tiempo. Cuando el relleno y la soldadura, intentan evitar caer las misceláneas dentro del jefe. Cuando el relleno y el chaflanar después de la presión hydráulica, cubren otras juntas del tubo para evitar que caigan los microprocesadores del hierro adentro. En la limpieza final antes de salir de la fábrica, cada junta de tubo es examinada por la cuerda de alambre para evitar que el cuerpo extraño bloquee la junta de tubo. El método que sopla del aire comprimido se utiliza para limpiar la ruina dentro del cuerpo del cilindro. El endoscopio se utiliza para comprobar el interior de cada junta de tubo y del jefe para asegurarse de que la limpieza interna de cada jefe puede cumplir los requisitos.
Parámetros técnicos
| Diámetro (OD) | ∅76mm~∅914mm |
| Longitud (máxima) | 23000m m |
| Temperatura (℃) | 300~1500 |
1. Acero de carbono: 20G, SA-106B, SA-106C, etc.
2. Acero resistente termal poco aleado: 15CrMoG, 12Cr1MoVG, SA-335P12, SA335-P22, etc.
3. acero resistente termal de la Medio-aleación: SA-335P91, etc.
4. Material especial (ultra-supercrítico): SA-335P122, SA-335P92, etc.
Los jefes de la caldera tienen regar el jefe de la pared, jefe del sobrecalentador, jefe del ahorrador y así sucesivamente. Actúa acción de la reunión, de la mezcla y de la redistribución en sistemas de la caldera. En estructura, incluyen la cubierta de extremo obstaculizan o el collarino obstaculiza.
Addr: Camino de No.1 Dongli, Donglai, ciudad de Zhangjiagang, provincia de Jiangsu, China
Teléfono: +86 (0) 512 5866 6196
Fax: + 86(0) 512 5877 4453
Web: www.boilerfabrication.com
Persona de Contacto: Miss. Sandy Chen
Fax: 86- 512-58774453
Dirección: Dirección: N0.1, camino de Dongli, Donglai, ciudad de Zhangjiagang, provincia de Jiangsu, China
Dirección fábrica:Dirección: N0.1, camino de Dongli, Donglai, ciudad de Zhangjiagang, provincia de Jiangsu, China




